- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

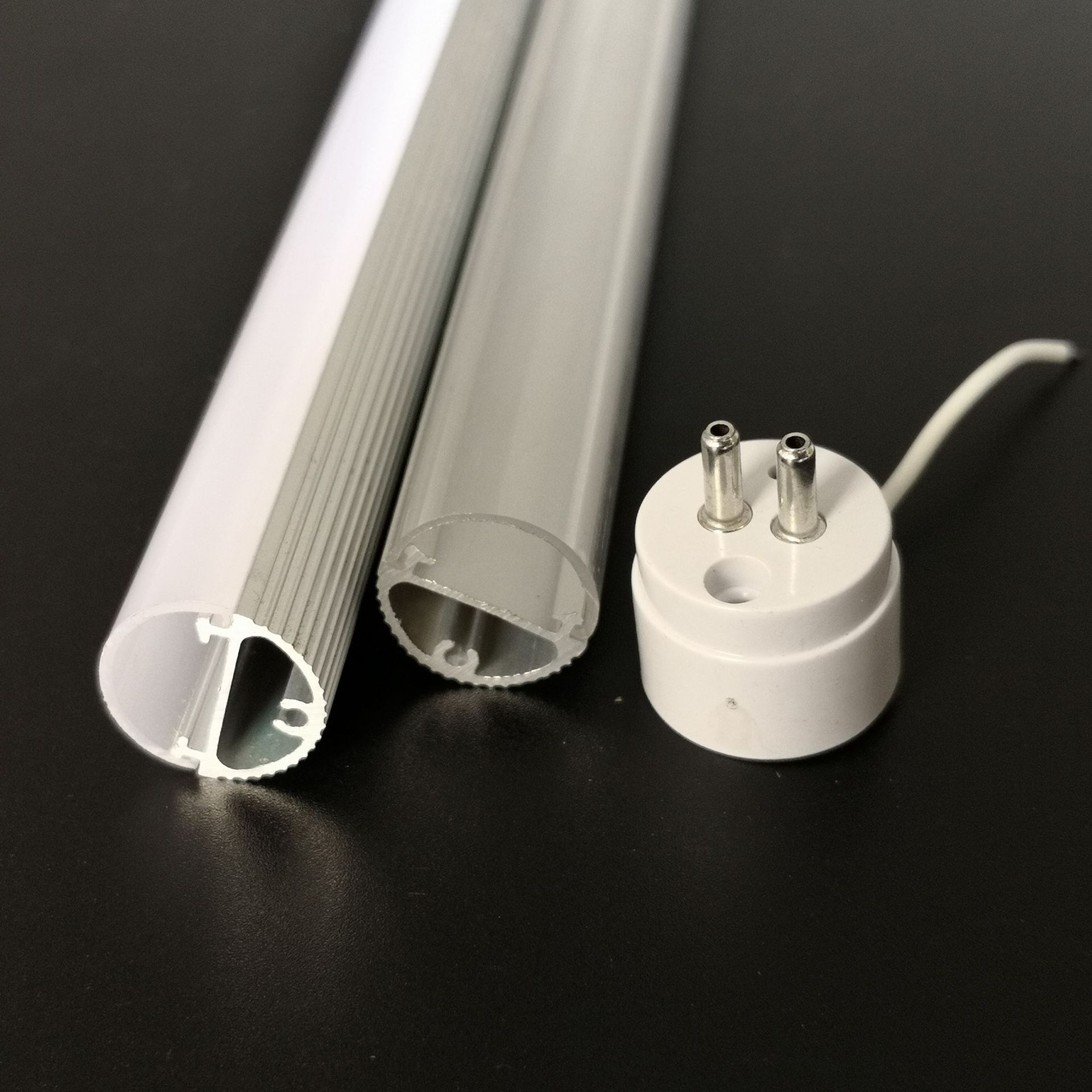
Hal-hal yang memerlukan perhatian sebelum produksi ekstrusi profil aluminium untuk rumah tabung LED
Perusahaan JE mengekstrusi banyak profil aluminium pada mesin setiap hari. Apakah Anda ingin tahu tentang bagaimana perusahaan kami memastikan kualitas dan stabilitas ekstrusi aluminium? Padahal, setiap langkah proses ekstrusi sangat penting. Hari ini, editor akan memperkenalkan kepada Anda tindakan pencegahan sebelum ekstrusi aluminium perusahaan JE kami:
(1) Gunakan instrumen canggih untuk mendeteksi akurasi dimensi, kekerasan dan kekasaran permukaan cetakan on-line dan off-line. Cetakan yang lulus inspeksi dan penerimaan didaftarkan, dimasukkan ke gudang dan diletakkan di rak, dan sabuk kerja untuk memoles lubang cetakan dikeluarkan saat digunakan, dan cetakan pengalihan, cetakan profil, dan bantalan cetakan dirakit dan diperiksa, dan dikirim ke mesin untuk pemanasan bila dipastikan benar;
(2) Suhu pemanasan alat ekstrusi profil aluminium dan die sebelum mesin ditentukan: silinder ekstrusi: 400-450 °C, pad ekstrusi: 350 °C, die pad: 350-400 °C, die datar: 450- 470 °C, cetakan terpisah : 460~480â, waktu penahanan dihitung sesuai dengan ketebalan cetakan (1,5~2 menit/mm);
(3) Waktu pemanasan alat ekstrusi profil aluminium dan die dalam tungku tidak boleh melebihi 10 jam. Jika waktunya terlalu lama, sabuk kerja lubang mati mudah terkorosi atau berubah bentuk;
(4) Pada tahap awal ekstrusi profil paduan aluminium, tekanan perlu diterapkan secara perlahan, karena gaya tumbukan cenderung menyebabkan pemblokiran cetakan. Jika cetakan tersumbat, segera hentikan mesin untuk mencegah sabuk kerja lubang cetakan agar tidak hancur.
JE adalah pabrik yang berspesialisasi dalam produksi rumah tabung LED, untuk lebih banyak rumah tabung, silakan merujuk ke:
https://www.jeledprofile.com/led-tube-housing
Untuk detail lebih lanjut, silakan hubungi:sales@jeledprofile.com
Telp/Whatsapp/Wechat: 0086 13427851163