- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

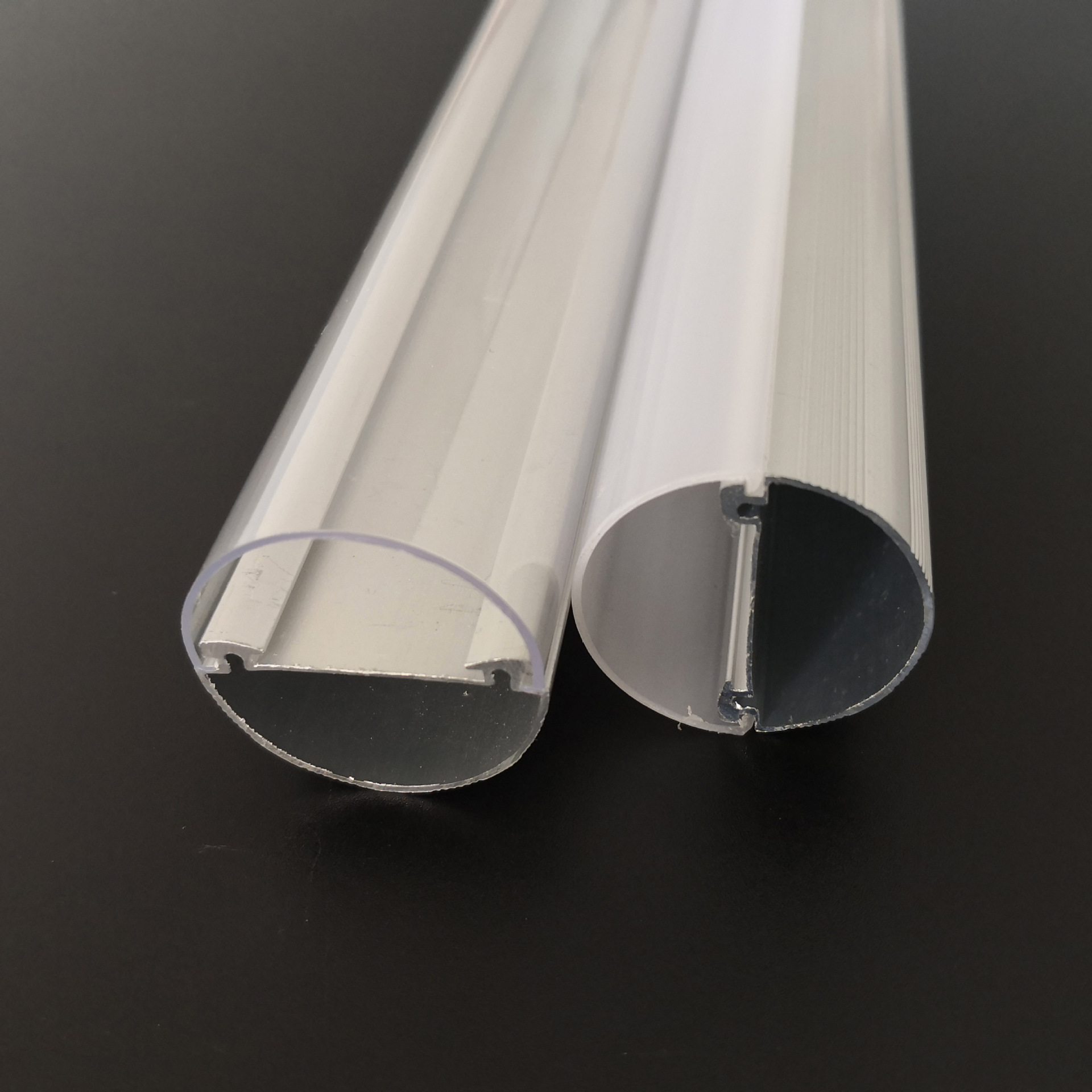
Pengalaman dalam produksi ekstrusi PC
Tindakan pencegahan:
1. Ketika tekanan injeksi tinggi, suhu di dalam tabung terlalu tinggi atau waktu tinggal yang lama, mudah menyebabkan dekomposisi termal, perubahan warna dan menurunkan sifat fisik. Perlu dicatat bahwa suhu cetakan adalah 85°C~120°C. (1) Kontrol kelembapan di bawah 0,02%; (2) Keringkan pada suhu 120°C selama 4 jam, dan jangan melebihi 150°C.
2. Sangat sulit untuk membentuk produk jadi yang kental, karena produk jadi rentan terhadap tegangan sisa yang akan menyebabkan retakan di kemudian hari, jadi lebih baik menggunakan silikon bubuk sebagai bahan pelepas daripada bahan pelepas cair.
3. Pembentukan memerlukan suhu tinggi dan tekanan tinggi, dan shuttle pembentuk tipe sekrup harus digunakan.
4. Bahan harus benar-benar kering sebelum digunakan.
5. Desain gerbang dan pelari harus memiliki hambatan aliran yang kecil.
6. Produk cetakan harus dirancang dengan ketebalan mendekati dinding, dan bagian logam harus dihindari. Selanjutnya, kemiringan retraksi harus di atas 2°.
7. Tingkat penyusutan cetakan 0,4%~0,7%, berat jenis 1,2~1,5.
8. Suhu pemanasan 230~310℃, suhu cetakan 80120℃, suhu tabung bahan 260~310℃, suhu bahan ejeksi 280~320℃, tekanan injeksi 800~1500kg/cm2, suhu operasi minimum 260°C.
9. Gunakan pengering dehumidifying, suhu pengeringan 105~120°C (di bawah 0,02~0,03%), dibutuhkan 24 jam, bagian pertama suhu pipa material adalah 260~270°C; bagian kedua adalah 260~270°C; bagian ketiga Tahap pertama adalah 240~250°C; tahap keempat adalah 220~230°C; suhu permukaan cetakan adalah 40~60°C. Pengaturan suhu: nosel 230~300℃, bagian depan 260~280℃, bagian tengah 265~275℃, bagian belakang 250~270℃; kecepatan sekrup 40~160rpm, suhu cetakan 80^120℃, tekanan injeksi 1000~1400kg/cm2, Tekanan balik 5-15kg, rasio kompresi sekrup 2,4, L/D 15~24.
JE adalah produsen ekstrusi PC profesional di Cina,
Untuk produk ekstrusi PC lainnya, silakan merujuk ke: www.jeledprofile.com
Anda juga dapat menghubungi: sales@jeledprofile.com
Telp/Whatsapp/Wechat: 0086 13427851163
Sebelumnya:Sifat bahan baku ekstrusi PC