- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Tindakan pencegahan untuk cetakan ekstrusi profil aluminium - bagian pertama
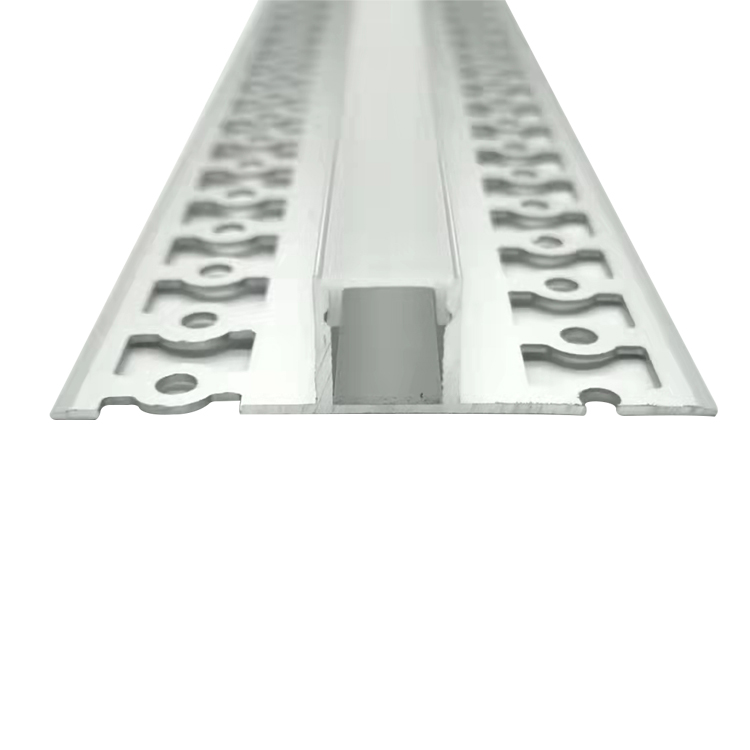
Ini adalah bagian pertama dari tindakan pencegahanekstrusi profil aluminiumcetakan.
(1) Gunakan instrumen canggih untuk mendeteksi keakuratan dimensi, kekerasan, dan kekasaran permukaan cetakan secara online dan offline. Cetakan yang telah lolos pemeriksaan dan penerimaan didaftarkan dan diletakkan di rak-rak di gudang. Saat menggunakan, keluarkan sabuk kerja lubang cetakan pemoles, lalu rakit dan periksa cetakan pemandu, cetakan profil, dan bantalan cetakan. Jika dipastikan benar, kirimkan ke mesin untuk dipanaskan;
(2) Persyaratan suhu pemanasan sebelum alat ekstrusi profil aluminium dipasang pada mesin: laras ekstrusi: 400~450℃, bantalan ekstrusi: 350℃, bantalan mati: 350~400℃, cetakan datar: 450~470℃, cetakan terpisah : 460~480℃, waktu penahanan dihitung sesuai dengan ketebalan cetakan (l.5~2 menit/mm);
(3) Waktu pemanasan cetakan alat ekstrusi profil aluminium di dalam tungku tidak boleh melebihi 10 jam. Jika waktunya terlalu lama, sabuk kerja lubang mati akan mudah terkorosi atau berubah bentuk;
JE adalah pabrik yang mengkhususkan diri pada profil ekstrusi aluminium LED, untuk lebih jelasnya silakan merujuk ke:
www.jeledprofile.com
Atau silakan hubungi: sales@jeledprofile.com
Telp/Whatsapp/Wechat: 0086 13427851163
Sebelumnya:Jarak koneksi lampu linier LED