- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

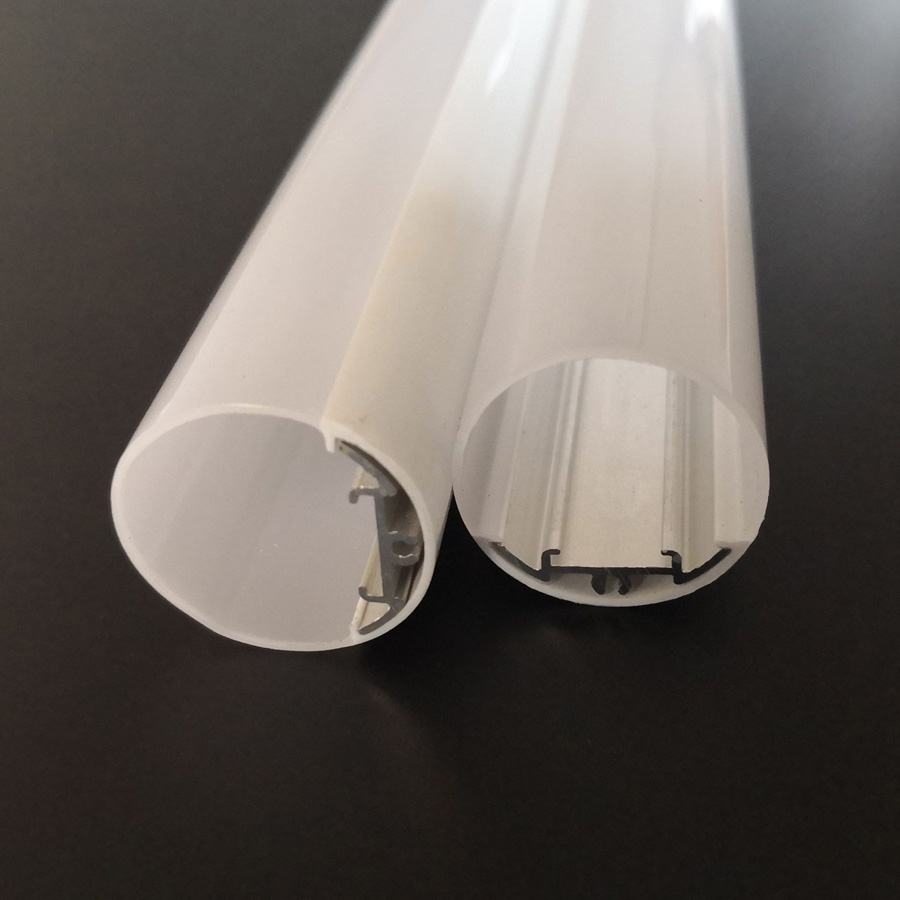
Alasan dan Solusi untuk Kerusakan Permukaan Shell Profil Aluminium Led
Alasan dan solusi untuk kerusakan permukaancangkang profil aluminium yang dipimpin
Sekarang bahan aluminium semakin banyak digunakan dalam kehidupan kita, dan harga bahan cangkang aluminium moderat, dan penjualan di pasar sangat bagus. Kerang profil aluminium dan paduan aluminium adalah logam yang paling banyak digunakan setelah bahan baja. Bahan struktural, dibandingkan dengan bahan baja. Keuntungan utama dari aluminium adalah ringan dan tahan korosi. Aluminium hanya sekitar sepertiga kepadatan baja.
Aluminium dan paduan aluminium memiliki banyak keunggulan yang jelas sebagai bahan rekayasa; seperti perpindahan panas dan konduktivitas listrik yang baik, penyerapan goncangan yang kuat dan pantulan cahaya, dll., paduan aluminium dan aluminium juga memiliki kemampuan bentuk dan kemampuan las yang sangat baik; berikut Penyebab kerusakan permukaan shell profil aluminium dan penyebab kerusakan permukaan shell profil aluminium yang dirangkum oleh Hongfa Shunda adalah sebagai berikut:
1. Ada nyasar atau segregasi ingot pada permukaan ingot. Ketika sejumlah besar pemisahan terjadi pada permukaan ingot, dan perlakuan seragam atau efek perlakuan homogenisasi tidak baik, ada sejumlah partikel logam keras di ingot. Ketika logam mengalir melalui proses ekstrusi. Saat bekerja di area kerja, pelampung atau partikel logam keras yang terpisah ini menempel pada permukaan sabuk kerja, atau menyebabkan kerusakan pada sabuk kerja, yang pada akhirnya menyebabkan goresan pada permukaan profil.
2. Ketika batang garpu mengirimkan profil dari lintasan pelepasan ke pendulum, profil akan tergores karena kecepatan yang berlebihan.
3. Ada inklusi keras pada strip logam atau grafit yang terbuka pada saluran pembuangan atau pada pendulum, yang akan menyebabkan goresan permukaan saat bersentuhan dengan profil.
4. Ada serba-serbi pada rongga cetakan atau sabuk kerja, dan kekerasan sabuk kerja rendah, sehingga permukaan sabuk kerja rusak dan tergores selama proses ekstrusi.
Solusi untuk kerusakan permukaan cangkang aluminium:
1. Memperkuat kontrol kualitas ingot baja.
2. Selama proses produksi, Anda harus mengesampingkannya dengan hati-hati dan mencoba menghindari menyeret atau membalik halaman sesuka hati.
3. Gunakan kain kempa lembut untuk memisahkan profil dari alat bantu untuk meminimalkan kerusakan kontak antara profil dan alat bantu.
4. Meningkatkan kualitas pemeliharaan cetakan pemrosesan cangkang profil aluminium, secara teratur melakukan nitridasi cetakan, dan secara ketat menerapkan proses nitridasi.
Sekarang bahan aluminium semakin banyak digunakan dalam kehidupan kita, dan harga bahan cangkang aluminium moderat, dan penjualan di pasar sangat bagus. Kerang profil aluminium dan paduan aluminium adalah logam yang paling banyak digunakan setelah bahan baja. Bahan struktural, dibandingkan dengan bahan baja. Keuntungan utama dari aluminium adalah ringan dan tahan korosi. Aluminium hanya sekitar sepertiga kepadatan baja.
Aluminium dan paduan aluminium memiliki banyak keunggulan yang jelas sebagai bahan rekayasa; seperti perpindahan panas dan konduktivitas listrik yang baik, penyerapan goncangan yang kuat dan pantulan cahaya, dll., paduan aluminium dan aluminium juga memiliki kemampuan bentuk dan kemampuan las yang sangat baik; berikut Penyebab kerusakan permukaan shell profil aluminium dan penyebab kerusakan permukaan shell profil aluminium yang dirangkum oleh Hongfa Shunda adalah sebagai berikut:
1. Ada nyasar atau segregasi ingot pada permukaan ingot. Ketika sejumlah besar pemisahan terjadi pada permukaan ingot, dan perlakuan seragam atau efek perlakuan homogenisasi tidak baik, ada sejumlah partikel logam keras di ingot. Ketika logam mengalir melalui proses ekstrusi. Saat bekerja di area kerja, pelampung atau partikel logam keras yang terpisah ini menempel pada permukaan sabuk kerja, atau menyebabkan kerusakan pada sabuk kerja, yang pada akhirnya menyebabkan goresan pada permukaan profil.
2. Ketika batang garpu mengirimkan profil dari lintasan pelepasan ke pendulum, profil akan tergores karena kecepatan yang berlebihan.
3. Ada inklusi keras pada strip logam atau grafit yang terbuka pada saluran pembuangan atau pada pendulum, yang akan menyebabkan goresan permukaan saat bersentuhan dengan profil.
4. Ada serba-serbi pada rongga cetakan atau sabuk kerja, dan kekerasan sabuk kerja rendah, sehingga permukaan sabuk kerja rusak dan tergores selama proses ekstrusi.
Solusi untuk kerusakan permukaan cangkang aluminium:
1. Memperkuat kontrol kualitas ingot baja.
2. Selama proses produksi, Anda harus mengesampingkannya dengan hati-hati dan mencoba menghindari menyeret atau membalik halaman sesuka hati.
3. Gunakan kain kempa lembut untuk memisahkan profil dari alat bantu untuk meminimalkan kerusakan kontak antara profil dan alat bantu.
4. Meningkatkan kualitas pemeliharaan cetakan pemrosesan cangkang profil aluminium, secara teratur melakukan nitridasi cetakan, dan secara ketat menerapkan proses nitridasi.